





 .
.
|
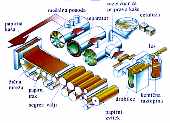
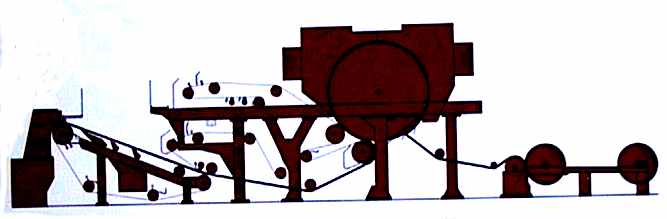
Potek proizvodnje na papirnem stroju
Celotni stroj lahko razdelimo na dva dela:
Konstantni del
-
 v holandcih pripravljeno zmleto polsnov prečrpajo v
mešalno kad, dodajo točno določene
količine polnil, lepil in barvil in vse dobro premešajo.
v holandcih pripravljeno zmleto polsnov prečrpajo v
mešalno kad, dodajo točno določene
količine polnil, lepil in barvil in vse dobro premešajo.
Posebni regulatorji regulirajo gostoto pritočne mase.
V peskolovu, kadi s 3-7 cm visokimi pregradami, posedajo težji
delci (grče, pesek) na dno med pregrade. Na koncu pa je še prestrezalo
(vozlolovec), ki prestreza sprijeta in prevelika vlakna.
Variabilni del
 - razdelimo ga lahko na več delov:
- razdelimo ga lahko na več delov:
Enakomerno prečiščena papirna masa priteka iz vozlolovcev
v natočno omaro. Hitrost iztoka preko ustja je odvisna od
višine natoka, oziroma statičnega pritiska snovi. Skozi ustje –
vzdolžno šobo s popolnoma gladkimi robovi, priteka snov na sitovo
skupino. Ta del zavzema najpomembnješe mesto v procesu proizvodnje,
saj je ravno od enakomernega razporejanja papirne mase po celi širini sita
odvisna kvaliteta papirja. Zaradi odtekanja vode in sesanja sesalnih omar
ter tresenja sit, se vlakna enakomerno posedajo, zvečine v
vzdolžni smeri (smer gibanja sita), prepletajo med seboj in sprimejo.
Gumijasti trakovi ob robu sita določajo širino papirnega traku.
Sita so pletena iz žice vzdolžno in prečno. Številka sita pomeni
število vzdolžnih žic na cm in je za posamezno vrsto papirja različna.
Poseben valj (eguter), ki zmanjšuje razliko med zgornjo in spodnjo
plastjo
ter jo izravnava, lahko odtisne v še ne stisnjen papir razne vzorce
ali vodni znak.
Mokri del stiskalnih valjev
Točka, kjer papirni trak zapušča sito, je najobčutljivejša,
saj se papir tam najlaže strga. Da to preprečijo in ublažijo prehod,
je tu klobučevinasti brezkončni trak (ta je transporter in
vpijalec tekočine hkrati), ki vodi papir naprej preko valjev
treh stiskalnic. Klobučevina vpija vlago iz papirnega traku.
Pri tem se začnejo spreminjati lastnosti papirne mase. Poveča
se trdnost in gostota, zmanjša se propustnost za zrak in vpojnost.
Suhi del stiskalnih valjev
Po izhodu iz stiskalnice je potrebno vodo odvzemati s povišano temperaturo,
zato gre trak preko sušilnih valjev, ki so razporejeni tako, da se dotikajo
papirja iz obeh strani. Vodna para, ki nastaja, se mora redno odstranjevati.
Učinkovitost sušenja je odvisna od števila valjev, njihove temperature
in od debeline papirja.
Z menjavanjem in končnim zmanjšanjem temperature valjev
preprečijo gubanje papirja.
Gladilni valji
V gladilni skupini je 3-8 jeklenih valjev. Na izbočenem vstopnem
valju papir poravnajo in močno nategnejo, nakar ga zgladijo.
Vlaženje
Da papir v skladiščih ne prejema preveč vlage, ga do
zahtevane stopnje navlažijo že med postopkom.
Vzdolžno rezanje
Papirni trak je širok včasih tudi do 10 m. Zato ga vzdolžno
razrežejo na določene širine. To delo opravijo krožni noži.
Navijalni boben
Zvitke navija navijalni stroj na kartonske stožce
ali pa jih prečni rezalni stroj razreže
v formatirane pole, ki jih nato zlagajo, ročno štejejo, zavijajo
in skladiščijo.
 povečava (33kb) in še ena shema
povečava (33kb) in še ena shema  (28kb)
(28kb)
Lastnosti, ki jih ima papir po izdelavi, ali jih spremenimo naknadno,
si oglej na naslednji strani.  |
 povečava (33kb) in še ena shema
povečava (33kb) in še ena shema  PAPIR
-strojna proizvodnja
PAPIR
-strojna proizvodnja 
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}