Iskra Feriti and their components
Foreword

|

|
|
Managing
director Marko Zivec:
We have assumed
the commitment to run the business in conformance with the ISO9001
Standard series and its requirements. In May 1995, we were awarded
the Certificate of Conformance with ISO9001 by the German auditor
DQS. This decision was made because of our major export market. |
 by Leopold
Knez
by Leopold
Knez
1. Foreword
The Iskra Feriti (Iskra Ferrites)
company has more than 40 years’ experience in the production
of ferrite materials and products. The production programme was
established in 1954 within the framework of the Electronics Research
Institute in Ljubljana. The production of ferrite materials and
products was begun in 1957. We have produced ferrites at our present
location at Stegne 29 since 1966. In 1973, we founded a subsidiary
for wound component production in Ljubno ob Savinji.
The development of both programmes takes place in Ljubljana. Our
company co-operates closely with the Ceramics Division of the
Jozef Stefan Institute and with the Faculty of Electrotechnik
in Ljubljana. This co-operation has enabled the development of
our own knowledge, and freedom from licensing agreements. We have
acquired patents for new products and technical solutions in both
fields.
|
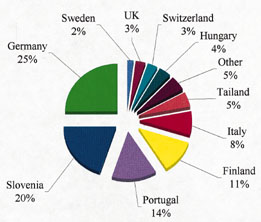
Fig. 1: Our major
markets in year 1997 |
In order to keep track of costs
more easily, the production of ferrite materials and products
and wound components was split between two programme centres,
PC Feriti and PC Navite komponente. We have 316 employees in Ljubljana
and 126 in Ljubno. Soft and hard ferrites and products, as well
as a part of the production of wound components are produced in
Ljubljana. In Ljubno, we produce only wound components.
Over 85 % of our products are exported to European markets. Our
goal is to use our own ferrites as much as possible in wound components,
and to market them in that form. We consider flexibility to be
our comparative advantage. We can produce ferrite cores for wound
components in a relatively short period of time.
There are around 60 producers of ferrite materials world-wide,
producing a total of around 200,000 tonnes of ferrites. We produce
around 700 tonnes, of which 600 tonnes are weak ferrites and 100
tonnes strong ferrites. Our 1997 turnover for the two programmes
together amounted to DM 30 million.
|
|
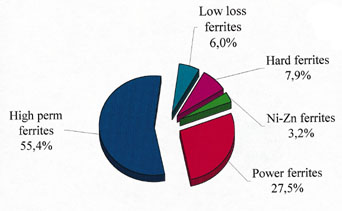
Fig. 2: Iskra
ferrite survey. |
2. Programmes
2.1. Soft ferrites
We produce a wide range of
soft ferrite materials, from low loss, high permeability to power
ferrites and cores. We produce standard and cus-tom designed ferrite
cores from these materials such as: ferrite rods, tubes, E and
U cores, RM and FL cores. We also produce tool kits and coil spools
for professional, industrial and general consumption. We are well
acquainted with the technology of pressing and powder injection
moulding of ferrite cores.
|
|
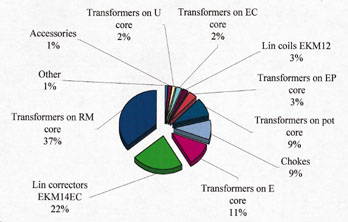
Fig. 3: Iskra
wound components survey |
2.2. Hard ferrites
We produce polarised and non-polarised
oxide magnets in various shapes and dimensions for the automobile
industry, household appliances and other consumer application.

|
Fig. 5: 16-tower
box kiln for sintering ferrite cores. |
2.3. Wound components
The structure of individual
products by percentage of total company sales is given in figure
3.
Transformers on RM cores for subscriber telephone exchanges make
up the major share of wound products. We have developed coil formers
and assembly technology to precise detail. We have an automated
line which assembles and controls all prescribed parameters. Results
of measurements are processed continuously. The quality of the
products is one hundred per cent controlled.
Recently, a new method has emerged of producing transformers with
a more enclosed core. The influence of magnetic fields from the
environment and on the environment is further reduced in these
products.
The programme of non-linearity correctors is very important. We
rank among the most important producers of this type of component.
This is especially true for computer monitored automated workplaces.
The correctors have specially designed soft ferrite cores with
two separate coils. The main coil changes impedance in relation
to the strength of the deflected current. The control coil can
be set to different values in various picture resolutions. The
permanent magnet presets the correct working point.

|
Fig. 4: Computer
controlled measurement system for ISDN Transformers. |
3. Innovations
3.1. Planar transformers
We are preparing a new planar
cores for the telecommunications field which will be installed
directly onto printed circuits board, where it will already be
a part of the coil. This type of transformer will be used to feed
individual electronic complexes. Central supply to telephone exchanges
will be divided among individual complexes. Voltage will be reduced
to 5V, 3V or even 1.8V. Dissipation into integrated circuits will
be decreased at these voltages, there will be less interference
and product lifetime will be extended.
3.2. New transformers for
ISDN telephone-exchange
For special applications such
as RM transformers, we are designing new types of transformers
with cylindrical and bar-shaped cores. Their advantage will lie
in lower dissipation of magnetic fields into the environment.
Figure 4 shows the computer controlled measurement system for
ISDN transformers in our production. This system can measure all
prescribed electromagnetic parameters for ISDN transformers.
3.3. Filters for telecommunications
Every subscriber line is connected
to the telephone exchange with an electric filter. SMD p-filters
are composed of capacitors and a toroid core with a double electrically-compensating
coil. The small 4 mm toroid cores will be machine wound in order
to produce an appropriate p-filter and inserted into a plastic
housing with four SMD contacts. On this basis, we will develop
our range of components for special applications.

|
Fig. 6: Manipulaor |
3.4. Non-linearity correctors
We will exchange the classical
ferrite magnets in standard non-linearity correctors with powder
injected magnets. The new construction will allow us to lower
production costs and to compete on the consumer products market.
3.5. New ferrite materials
In the field of power applications,
we have developed the low-loss power Mn-Zn material 35G, which
has an initial permeability of 2200. In the future, we will additionally
decrease power loss by increasing permeability. In the field of
ISDN transformers, we have developed a high-permeability Mn-Zn
material called 32G with an initial permeability of 12,000. Materials
are being developed with an initial permeability of 15,000. We
have achieved top quality of ferrite cores by a very sophisticated
box kiln for sintering, Fig.5.
3.6. Multilayer chip chokes
Multilayer chip chokes are
gradually replacing classical chokes. They will be used first
in telecommunications and will later be applied to other fields
in electronics. We have developed a low-temperature Ni-Zn material
for multilayer chip chokes which is sintered at a temperature
of around 900oC. We are developing further technological processes
for the production of these chokes which will cover a wide spectrum
of inductivity and frequency ranges.